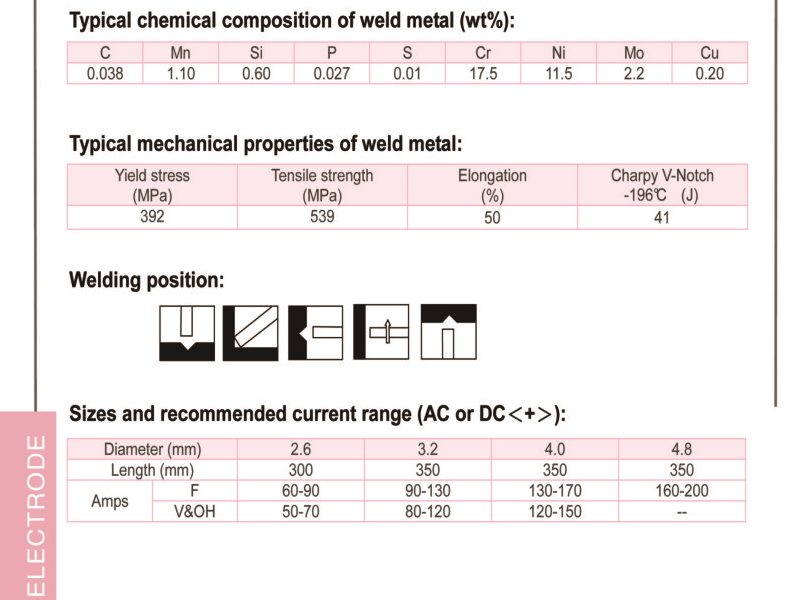
E309-16/E309L-16
The weld metal of E 309/309L contains more Cr, Ni than E 308/308L. It contains suitable quantity offerrite in microstructure, gives it an excellent resistance to hot cracking. lt is designed for dissimilar metalwelding of joining mild steel to stainless steel, hardening alloy steel and steel with poor weldability.
Email: max.wang@jthweld.com
E309-16/E309L-16
Characteristics and Applications:
The weld metal of E 309/309L contains more Cr, Ni than E 308/308L. It contains suitable quantity offerrite in microstructure, gives it an excellent resistance to hot cracking. lt is designed for dissimilar metalwelding of joining mild steel to stainless steel, hardening alloy steel and steel with poor weldability. Properbase metals are including stainless steel plate, steel strip, steel tube, heat transfer tube, pressure vessel,steel bar,casting and forging.
Notes on usage:
1.Clean up the contaminations on the base metal, groove and pass to pass with stainless steel brush.
2.Maintaining short arc length as possible is highly recommended.While welding with weave method, movingrange should be controlled within 2.5 times of the wire's dia.
3. Dry the electrodes at 250~300℃ for 60 minutes before use. Take out consumables for half dayconsumption and keep in the environment at 100~150℃ during welding process.
4.Use lower current to prevent from cracking and minimize base metal dilution.
Have Any Question?
Please Leave your message you want to know! We will respond to your inquiry within 24 hours!