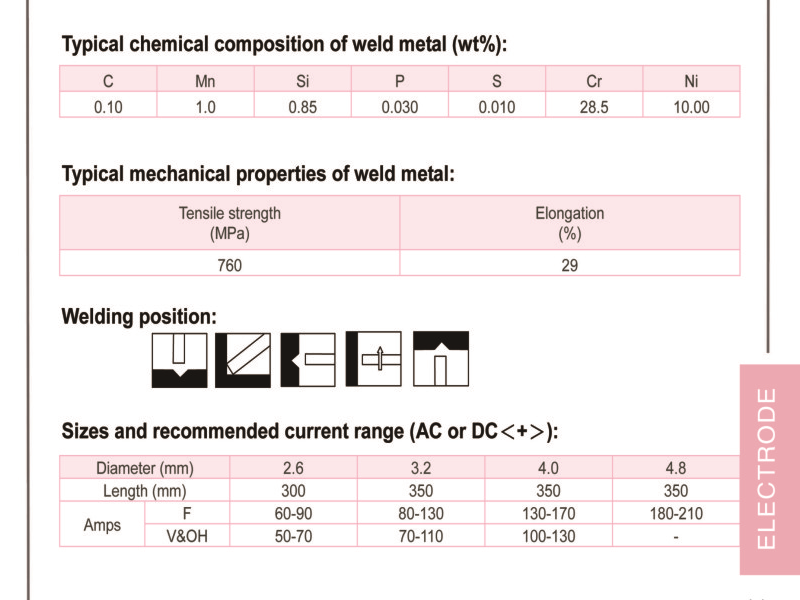
E317-16/317L-16
The weld metal of E317/317L is a 19%Cr-12%Ni-3%Mo stainless steel which contains proper quantity of ferrite, good corrosion resistance to sulfuric acid or organic acid can be obtained due to its Mo content. And also low content of carbon enhances the resistance of inter-granular corrosion. lt is suitable for welding ofchemical vessels, seamless pipe, steel tube, steel strip, casting and AlSI 317/317L steel.
Email: max.wang@jthweld.com
E317-16/317L-16
AWS A5.4 E317/317L-16
Characteristics and Applications:
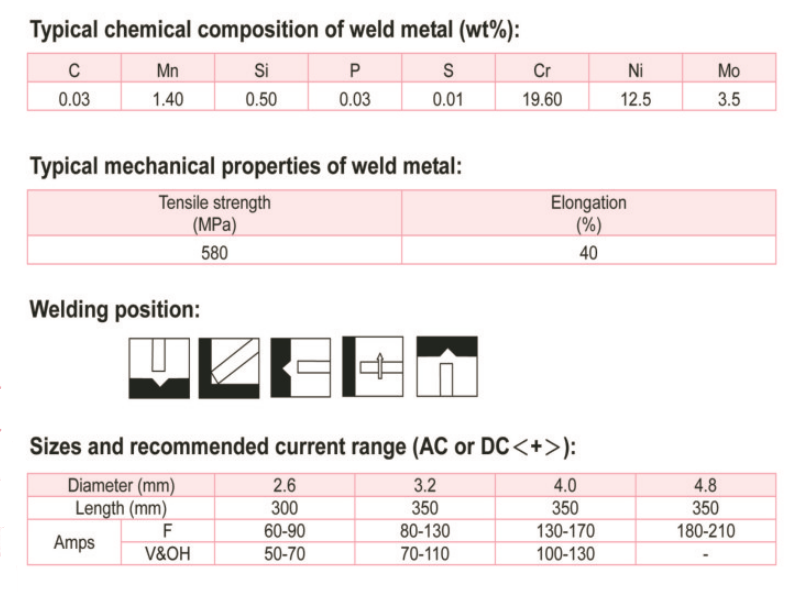
The weld metal of E317/317L is a 19%Cr-12%Ni-3%Mo stainless steel which contains proper quantity of ferrite, good corrosion resistance to sulfuric acid or organic acid can be obtained due to its Mo content. And also low content of carbon enhances the resistance of inter-granular corrosion. lt is suitable for welding ofchemical vessels, seamless pipe, steel tube, steel strip, casting and AlSI 317/317L steel.
Notes on usage:
1.Clean up the contaminations on the base metal, groove and pass to pass with stainless steel brush.
2.Maintaining short arc length as possible is highly recommended. While welding with weave method, movingrange should be controlled within 2.5 times of the wire's dia.
3.Dry the electrodes at 250~300℃ for 60 minutes before use. Take out consumables for half dayconsumption and keep in the environment at 100~150℃ during welding process.
4. Use lower current to prevent from cracking and minimize base metal dilution.5.Pre-heat at 200-250℃ , and post-weld heat treatment at 700-800℃.
Have Any Question?
Please Leave your message you want to know! We will respond to your inquiry within 24 hours!